Product Details
I. Use
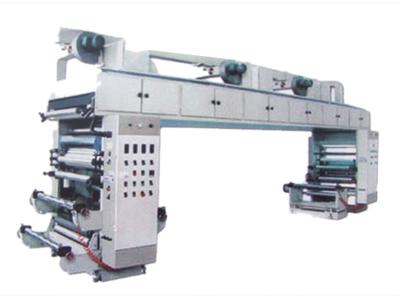
The machine introduces foreign advanced coating machine technology combined with its own experience in the production of coating machine for many years, the machine adopts comma scraper and mesh two coating functions, comma scraper coating for tape coating; mesh coating for the production of aluminum, security doors, glass, decorative panels, stainless steel and other protective film products
Second, the main technical parameters
Model: TB-GD1600 type
Coating method: Comma squeegee coating and mesh coating
Coating width: 1600mm
Unwinding form and diameter: electric flip type double station, diameter φ800mm
Unwinding form and diameter: electric flip type double station, diameter φ800mm; automatic feeder by the side, diameter φ500mm
Oven length: 28m
Oven temperature: 10-150℃
Coating speed: 10-120m/min (depending on the material)
Mechanical speed: 140m/min
Overall dimension: 34000×3400×5200mm
Machine weight: about 25T
Heating method: oil-conducting furnace circulation heating type
Total motor power of the machine: about 62KW
III. Performance and characteristics
1. The whole machine is controlled by 5 frequency conversion motors, and the tension of the whole machine (unwinding, coating, traction, winding) is automatically controlled by Japanese Mitsubishi PLC system, which is controlled and displayed by human-machine interface touch screen to improve the reliability of the whole machine tension.
2、The form of discharge frame is electric flip double station, using magnetic powder automatic tension control.
3. Comma scraper coating method, the comma scraper roller clutch adjustment adopts pneumatic swing arm type, the swing arm is equipped with micro-adjustment device control, and the thickness of the glue quantity is controlled by the stopper.
4、The anilox coating method, the coating scraper shaft adopts heavy-duty double shaft type mechanical independent swimming, the scraper adjustment method is manual with pneumatic type, the angle can be adjusted arbitrarily, the coating amount depends on the mesh line of the anilox roller, different coating amount can be changed to different mesh line of the anilox roller.
5. The oven is 28 meters divided into 12 sections, the first 11 sections of independent temperature control, heating using heat-conducting oil circulation heating, hot air into the drying system, adjustable internal circulation suction and exhaust device, into and exhaust strong wind, dry thoroughly, after 1 section for the cooling box.
6. The guide wheel in the oven adopts active and host synchronization, the transmission adopts synchronous belt pulley transmission type, to avoid material stretching and deformation, cylinder open top type oven and wearing film operation platform, so that the operation workers can work easily.
7. Coating roller - traction steel roller middle tension synchronization using floating swing arm type by PLC automatic control
8、Automatic meter and speed control device
9、Adopt the EPC edge correction machine for the neatness of the material winding.
10. The key type air expansion shaft is used for the take-up and take-down, which is convenient for the operation of loading and unloading materials.
11、High-precision up-pressing traction device, steel roller cooling adopts water circulation type, through the cooling roller to make the film more flat, more scraping, more to achieve the cooling effect.
12. The form of receiving frame: (1) electric flip double station, receiving roll adopts frequency conversion motor, vector frequency converter controlled by PLC computer system; (2) leaning side receiving roll, with automatic flying knife receiving system.
IV. Requirements
A, according to the different requirements of customers special customized machine (limited width range of 300-2000mm)
B, the form of receiving and releasing frame are: manual lifting type single station, hydraulic lifting type single station, electric flip type double station, electric zipper climbing type double station, electric flip wheel type double station, etc. for customers to choose
C. Oven heating methods are: electric heating, heat-conducting oil furnace heating, steam heating, etc. for customers to choose
D. Coating methods are: anilox roller coating, double-roller coating, three-roller coating, five-roller coating, comma scraper coating, air knife coating, etc. for customers to choose
E. The working speed is proportional to the material of coating, coating thickness, oven length and drying temperature, etc.
V. Process flow
Substrate release roll - coating unit - drying unit - traction unit - winder







 Set it as my home
Set it as my home